-
--热烈祝贺我会联办的科普活动被中国科协评为--优秀科普活动
12月21日,中国科学技术协会办公厅印发《关于对2020年全国科普日有关组织单位和活动予以表扬的通知》(科协办函普字【2020】158号),江苏省机械工程学会、南京工程学会和江苏省学会服务中心联办的“2020年全国科普日暨第一届‘天印筑梦·科普智行’”活动,被评为优秀科普活动。
-
十九届五中全会提出:
确立现代化建设全局中的核心 —— 坚持创新在我国现代化建设全局中的核心地位,把科技自立自强作为国家发展的战略支撑,面向世界科技前沿、面向经济主战场、面向国家重大需求、面向人民生命健康,深入实施科教兴国战略、人才强国战略、创新驱动发展战略,完善国家创新体系,加快建设科技强国。要强化国家战略科技力量,提升企业技术创新能力,激发人才创新活力,完善科技创新体制机制。
冲压翻边、翻孔过程中容易出现的缺陷与对策
时间:2021/1/22 15:51:46 浏览次数:5815
字体:大
中
小

冲压产品的冲孔翻边一般主要是为下一步的攻丝或其他工序做准备。在一般的翻边翻孔过程中经常会出现破裂、毛刺、变形等一系列的问题,其实冲孔翻边很简单,注意这些要点就能翻出漂亮的边:
(1)冲压件一次内孔翻边的变形程度不能过大
冲孔翻边是在预先冲有孔的毛坯上(有时也可不预先打孔),沿孔边翻成竖立凸缘的冲压方法。孔的翻边,其主导强制性的变形是材料沿切线方向产生的拉伸变形,而且越接近口部变形越大,变薄也越大,因此,容易出现孔缘开裂的缺陷。为了防止孔的边缘拉裂,冲压件一次内孔翻边的变形程度不能过大。如果翻边高度较大,可以分多次翻边。

编辑
(2)冲孔翻边的翻边系数不能太小
在冲孔翻边中,变形程度是以翻边前的孔径与翻边后孔径的比值,即翻边系数K来表示。显然,K值越大,变形程度越小,K值越小,变形程度越大,翻孔边缘越可能破裂。翻边时孔边不破裂所能达到的最大变形程度的足值,称为许可的极限翻边系数。
为了防止边缘拉裂,孔翻边的翻边系数不能过小,应大于极限翻边系数。生产实践表明,极限翻边系数不仅和材料的种类和性能有关,而且与预制孔的加工性质和状态(钻孔或冲孔,有无毛刺),毛坯相对厚度,以及翻边凸模的形状等因素有关。

编辑
最大变形程度( 也称翻孔系数K )与多种因素有关,但在实际生产运算中,可用最大延伸率%u3B4近似估算极限翻孔系数,通过预制孔的变形程度初步判断是否会发生破裂缺陷,公式如下:
编辑
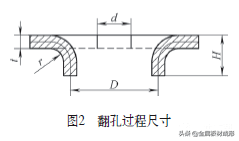
由于翻孔过程中(见图2),材料变形区主要在切向发生伸长变形和厚度变薄,而径向变形不大,因此可以用简单弯曲的方法,按中性层长度不变的原则近似确定预制孔直径,公式如下:
编辑
式中,d 是预制孔直径,D 是翻孔后竖边中性层直径,H 是翻孔后高度,r 是圆角半径,t 是材料厚度,单位均为mm。
编辑
(3)冲孔翻边的翻边高度不宜过大
冲孔翻边高度一般不应大于极限值,否则,翻孔边缘容易开裂。如果冲压件要求高度大于极限值,就不能一次直接翻边成形,这时,如果是单个毛坯的小孔翻边,应采用壁部变薄的翻边,如自攻螺钉翻孔。如果是大孔的翻边,则用拉深、冲底孔再翻边的方法。
翻孔高度是零件的主要性能指标,由式(1)和式(2)可推导出极限翻孔高度公式:
编辑
(4)冲孔翻边的预孔不宜有较大的毛刺
冲孔翻边的预孔的加工质量对极限翻边系数有较大的影响。钻孔后去毛刺的预孔,极限翻边系数小,对翻孔成形有利,用冲孔模冲出的预孔,如若存在毛刺,极限翻边系数大,对翻孔不利。这时,如果要求的翻边系数小,极容易导致翻孔开裂,采取将带毛刺的一侧朝上,再进行翻孔可减轻翻孔开裂的现象。
(5)冲孔翻边凸模的圆角半径不宜过小
对于有预制孔的翻边,翻孔凸模圆角半径尽量取得大些,最好做成球形或抛物线形。这样,翻孔力较小,翻孔质量也好。
(6)孔翻边的凸模和凹模间隙不宜过大
为了避免或减小收缩,孔翻边凸、凹模间隙不宜取得过大。若模具间隙过大,材料在翻边时没有靠拢凹模,产生较大收缩,还可能产生残留弯曲变形,影响制件的翻边质量。
(7)翻孔时,竖边口部厚度的变薄不能忽视
翻孔时,变形区基本上限制在凹模圆角以内,变形区材料在单向或双向拉应力作用下,切向伸长变形大于径向压缩变形,导致材料厚度减薄。翻孔竖边口部的变薄最大,当此厚度减薄过大,材料伸长超过材料的极限延伸率时,就发生所谓的p破裂(因伸长过大,材料塑性不足引起的开裂称力肛破裂;因成形力过大,材料强度不足而引起的开裂称为a破裂)。冲孔翻边时,翻边系数K值越小,变形程度越大,竖边口部厚度减薄越大,越容易发生破裂,故翻孔时,竖边口部厚度的变薄不能忽视。
